
Throughout the years, we run across a maintenance practice that does more harm than good. It is the practice of putting down a wet film of silicone RTV sealant, either on the gasket or on the flanges and then bolting up. There are basically two problems with this practice. First, by using any type of “lubricating material”, you remove the friction between the gasket and the flanges. That friction is needed to hold the gasket in place. With RTV silicone or oils, etc., the gasket will extrude, especially any gaskets made from sheet rubber products. Second, the RTV silicone contains a lot of volatiles which, when in its wet or gel state, off-gas into the gasket material and soften the elastomeric binder. The result is uncontrolled creep / cold flow which can result in failure of the gasket. We ran the tests shown so the results can be seen and compared.
The gaskets on the LEFT, top (1/16” thick) and bottom (1/8” thick), were installed dry, tested to 572°F for 32 hours and removed. Almost no creep from original OD or ID. The gaskets on the RIGHT, top (1/16” thick) and bottom (1/8” thick) were installed with RTV Silicone Sealant and tested in the same manner. Both right hand column gaskets failed from excessive creep.
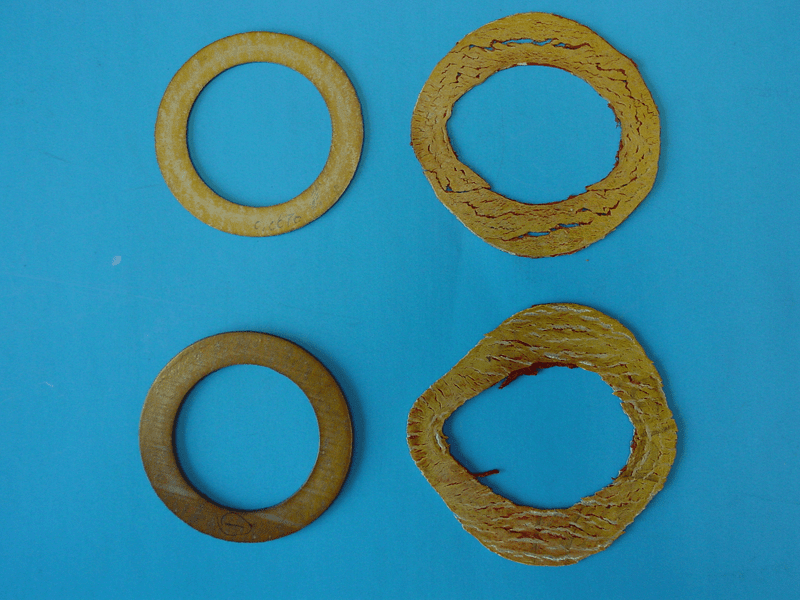
For this test, we did not use any internal pressure so there was no blow-out force to further push out the gaskets on the right. The failures are the result of the gaskets elastomeric binders softened and a lack of friction between the gasket surfaces and the flange surfaces.
It is important to remember that in order to achieve the best seal from a gasket material, friction between the gasket surfaces and the flange surfaces are critical. If you lubricate the surfaces with RTV Silicone Sealant, oil, or anti-seize compounds to name a few, you will experience premature gasket failure. For most flanges that have some type of “phonographic” finish, we recommend installing our gaskets dry. For smooth flanges we recommend either 3M Spray #77 or Permatex Aviation Grade Sealant. Both should be put on sparingly and allowed to “tack up”. The spray should be a quick pass over the gasket. The objective is to increase the friction between the surfaces of the gasket and the flanges, not to lubricate.
It is also important to tighten gaskets properly. For instance, in a round gasket with just 4 bolts, you would start at the top, then proceed to the bottom, then the left, and then the right. Bring torque to 50% on the first pass. Repeat with torque to 75%. Repeat for a 3rd pass at 100%. You will experience some relaxation in the material after a 24 hour period and should do a re-torque at 100% and for that, you can start at the 12 o-clock position and just go around the clock. Do not over torque as you can crush and destroy the gasket and yield your fasteners. Over torquing a round gasket can also create “dishbowling” where the OD of the gasket becomes a fulcrum point and as the outer edges of the flanges come together, leak paths are created through the bolt holes.
We hope you find this helpful in eliminating leaks and thank you for using our gaskets and seals.
Master Packing & Rubber Company
Web site: www.mprcseals.com
Email to: sales@mprcseals.com