Have you ever found yourself in a bind where you need something to seal a door, a flange, or anything quickly- but don’t have time to wait for trim seal, extrusion, or cut gasket? It happens. Maybe you’ve found yourself thinking, “I sure wish there was something I had in my toolbox or on my storeroom shelf that I could always have on hand to seal what’s needed.” Well, there’s good news: MPRC has just what you need!
Make no mistake: MPRC is serious about QUALITY. We only stand behind the very best materials. It’s what our customers have come to expect and what we expect of ourselves. We are proud to offer this Premium Flange Sealant made in the USA!
Flex-Tex comes in a variety of sizes in a quick and easy-to-use spool. It’s got a “sticky-back” that allows it to be applied easily to your working surface. Are you working in an environment where your seal needs to be FDA compliant, handle most common chemicals, and withstand higher temps than standard rubber materials? Is the surface you’re working with rough, pitted, scratched, or damaged? Need a door seal or a material that will compress and seal like a champ? Set it and forget it!- Flex-Tex has you covered!
MPRC’s Flex-Tex is THE “Go-to Sealant” for emergencies and unexpected shut-downs. It should be part of every Maintenance Technician’s toolbox, storage bin, or warehouse. We’ve got the sizing you need- in stock and ready to ship. Call us today at 800-397-3429 or email our sales team at: sales@mprcseals.com to help you stay ahead of the game!
*For more technical data regarding our Flex-Tex material, please visit*: https://www.mprcseals.com/products/expanded-ptfe/
Seals are a simple method of preventing fluid from escaping a vessel. Equipment like centrifugal pumps rely on seals to contain large volumes of pressurized fluid. There are two types of seals: the traditional pump packing known as mechanical packing or gland packing and the more modern mechanical seal. Mechanical packings rely on a rope-like packing, cut into rings, that wraps around the shaft of a pump to fill the voids and throttle or control the fluid from leaking.
Mechanical seals are often preferred when leakage is unacceptable, such as applications involving hazardous materials. Their durable construction can withstand more wear and tear than mechanical packing without leaking. We will explain how pump sealing works and describe the differences between pump packing versus mechanical seals to help you determine the best solution for your application.
Mechanical Pump Sealing Explained
Mechanical seals consist of three sealing components: rotating, stationary, and secondary seals. The seals prevent leaks from the circumferential gap between the shaft and other pump components. The rotating and stationary seals are lapped flat to keep fluid and gas from escaping. The rotating primary sealing element, fastened to the shaft, seals against the primary stationary sealing element, normally fastened to the gland.
Secondary seals are usually mounted between the stationary unit and the pump housing, and between the rotating unit and the pump shaft or sleeve. These are static seals, normally O-rings, PTFE wedges, or V-rings, and prevent leakage through these elements.
The rotating and stationary primary seals are the most vital sealing points. The faces of the mechanical seals press together with the force of a spring. In some cases, mechanical seals can also come as hydraulically balanced, in which case the fluid takes over from spring pressure to keep faces together while the pump is running. To make the mating surface as flat as possible, surfaces are lapped flat and machinists use high-precision light-band optical flats to ensure accuracy.
Choosing Between Mechanical Pump Packing vs. Mechanical Seals
Pump packing and mechanical seals each provide benefits depending on the application. Mechanical seals offer the following advantages:
Reliability & Reduced Downtime: Long-term reliability and less downtime deliver a better return on investment.
Protect Fluid Products From Leakage: Eliminates leaking common in packing. Leakage from packing is common compared to mechanical seals and can waste significant product.
Low Maintenance: A lower risk of leakage reduces the need for time-consuming cleanup and adjustment compared to the glands in pump packing.
Less Frequent Access to Stuffing Box: It is unnecessary to access the stuffing box for adjustment or replacement of the packing gland.
Eliminates Sleeve Wear: Reliability of the seals eliminates frequent maintenance and removal of the sleeve that can result in costly sleeve replacement.
Inexpensive: The initial cost of packing is lower than mechanical seals.
Quick Installation: There is no need to decouple the driveshaft when installing packing rings, as with mechanical seals.
Less Dependence on Equipment Condition: Mechanical seals often require excellent equipment conditions to be installed correctly.
Misalignment and Axial/Radial Movement: Packing can tolerate misalignment and axial or radial movements more readily than mechanical seals.
Flexible and Accommodating: Packing simplifies maintenance procedures and can reduce expensive parts inventory.
Seals We Offer
At MPRC Seals, we offer a range of sealing solutions. Our seals include:
Outside Seals: A seal mounted outside the seal chamber boundaries.
Bellows: A metal tube with an accordion function with little friction and no leaks.
Cartridge Seals: Combines seal components, gland, and shaft sleeve into a single cartridge. They facilitate normally easier installation with preset face loading and quicker removal from pump shafts.
Single: Two seal faces made from a hard and soft material for the rotating and stationary face.
Double Seals: Eliminates fluid and gas leakage to deliver the highest safety levels, normally set up with a flush.
Tandem Seals: Mounts an additional sealing chamber to the shaft seal to prevent evaporation and leakage.
Rely on MPRC Seals
At MPRC Seals, we have been delivering reliable seals since 1982. We find solutions to the most difficult sealing issues for customers in a range of industries. To learn more about our customer-focused sealing solutions, request a quote today.
With our new website on it’s way up, we have decided to join the world of “blogging” and updating on “social media” to provide more information on our products, our beliefs and where we think we are heading.
What initially started out as a one man rep agency on the “south-side” of Chicago calling on the refineries and steel mills, has developed in to a manufacturing business, now located in Cedar Rapids, Iowa. Starting out in 1982 and after some years of great struggle, we now sell worldwide into several markets, most notably the rail and marine engine rebuild and maintenance business. Today that represents about 60% of our business. The balance is in the maintenance business across a number of industries, predominately in the broader Midwest of the United States.
With so many competitors in the fluid sealing market, we decided to create and develop our own brand name and products, and to look constantly for that next best material and / or process to always provide greater products and superior service for our customers.
Today, we operate a number of computer controlled cutting tables so that we can, and do, deliver finished cut gaskets within less than 20 minutes to local customers, where down-time is critical and parts must be at their plant. We maintain a large diverse inventory of materials, from beater-add roll stock to high end PTFE and pure graphite sheet, all in a range of thicknesses.
Years ago we started our own rubber molding department, and now with presses from 8” to 24” capacity, including vacuum injection equipment, we are molding parts that we had previously purchased from overseas sources. We are proud to be bringing jobs back to our great country, especially to be able to control our quality and output.
We are also very proud of our entire team who consistently come through for our customers, to get orders entered, produced accurately through our quality program and shipped out the door for on time deliveries. And our MPRCseals.com Team is ready to perform for you. Give us a call and let us know how we might be able to work with you.
Materials and Understanding Choices through the ASTM Tests
So many good competitors…so many good materials. It adds to the dilemma in picking who to work with and even more importantly, what to work with, when picking designs and materials for seals. I use the term “seals” broadly here to include all types of seals; die-formed packing rings, cut gaskets, o-rings, hydraulic packing, you name it…all are seals.
I remember, when in the mid-70’s, two really exciting new materials hit the market. Expanded PTFE and exfoliated graphite. These products changed the fluid sealing industry in many ways, and yet, there are still a lot of people who resist them even today, more for lack of understand them and their potential to eliminate sealing problems.
Some companies, including us, to some degree, promote gasket materials that have great “crush resistance” under heavy loads and higher temperatures. A valid point as we have seen applications where mechanical or virgin grade PTFE gaskets as an example, have extruded or cold-flowed under constant load and temperature over a period of time, leading to leaking and eventual re-torque until the gasket totally fails and needs to be replaced. A material with high “crush resistance”, creeps, or cold-flows only slightly, having high torque retention and requiring less maintenance time. But there are many other qualities in materials to consider. Crush resistance, while important for torque retention, is not the only property to consider.
The new expanded PTFE materials are interesting because they resist creep / cold-flow much better and are also engineered with different types of fillers to take even greater loads, having higher torque retention and again, reducing maintenance time. Exfoliated graphite gaskets, when installed, will compress more, but when under operating load and temperature, resists creep / cold-flow extremely well and requires little maintenance time because of very high torque retention. But if you only looked at crush resistance as a qualifier, you would have to omit both of these materials.
All of this becomes important when trying to decide on a material of choice for the application you may be working on. I don’t want to be pushing material at this point but rather some of the terms that we like to promote, to help the decision maker better understand what is important in making the choice. I believe you will find these helpful. They are not all of the tests, but these are key in trying to make a decision. Comments – questions??? Let me know.
STANDARDIZATION OF PHYSICAL CHARACTERISTICS
SEALABILITY
Sealability is measured according to the ASTM F37 specifications. It is an indication of the materials sealing ability under a set of conditions; a seating stress of 2000 psi is imposed through the flanges on the material sealing iso-octane at an internal pressure of 14.7 psi. The test is done at ambient temperature and the number shown is the amount of leakage in milliliters per hour. A lower number would generally indicate a better material.
COMPRESSIBILITY
Compressibility is measured according to the ASTM F36A specification. A load of 5,000 psi is imposed on the material and the loss of thickness is measured and expressed as a percentage of the original height. The compressibility of a material indicates, to a degree, its ability to fill flange scratches, nicks or voids and to flow or move to assist in sealing misaligned or warped flanges. In general, the higher the number, the easier it is to seat the material.
RECOVERY
Recovery is also tested under the ASTM F36A specification. Recovery is the measured rebound or increase in thickness from the compressed measurement once the load is removed. It is written as a percentage of increase over the compressed measurement and indicates the ability of the material to resist temperature and pressure. The higher the number, the better the material is at holding torque.
CREEP RELAXATION
Creep relaxation, also referred to as Torque Retention, is measured according to the ASTM F38 specification and indicates the materials ability to hold stress or bolt load over a period of time. It is expressed as a percentage of the original load and shows the amount of lost stress from that load. A lower number indicates a more stable material retaining torque and resisting leakage.
TENSILE STRENGTH
Tensile strength is measured under ASTM F152 and is given in pounds per square inch. It is the total force required to pull the material apart and is not related to the sealing function of the material. It relates more to the manufacturing process.
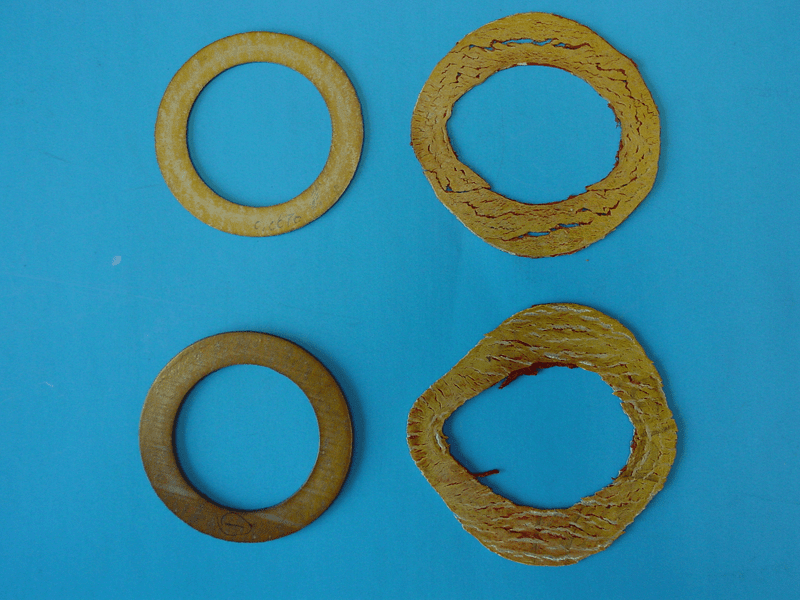
Throughout the years, we run across a maintenance practice that does more harm than good. It is the practice of putting down a wet film of silicone RTV sealant, either on the gasket or on the flanges and then bolting up. There are basically two problems with this practice. First, by using any type of “lubricating material”, you remove the friction between the gasket and the flanges. That friction is needed to hold the gasket in place. With RTV silicone or oils, etc., the gasket will extrude, especially any gaskets made from sheet rubber products. Second, the RTV silicone contains a lot of volatiles which, when in its wet or gel state, off-gas into the gasket material and soften the elastomeric binder. The result is uncontrolled creep / cold flow which can result in failure of the gasket. We ran the tests shown so the results can be seen and compared.
The gaskets on the LEFT, top (1/16” thick) and bottom (1/8” thick), were installed dry, tested to 572°F for 32 hours and removed. Almost no creep from original OD or ID. The gaskets on the RIGHT, top (1/16” thick) and bottom (1/8” thick) were installed with RTV Silicone Sealant and tested in the same manner. Both right hand column gaskets failed from excessive creep.
For this test, we did not use any internal pressure so there was no blow-out force to further push out the gaskets on the right. The failures are the result of the gaskets elastomeric binders softened and a lack of friction between the gasket surfaces and the flange surfaces.
It is important to remember that in order to achieve the best seal from a gasket material, friction between the gasket surfaces and the flange surfaces are critical. If you lubricate the surfaces with RTV Silicone Sealant, oil, or anti-seize compounds to name a few, you will experience premature gasket failure. For most flanges that have some type of “phonographic” finish, we recommend installing our gaskets dry. For smooth flanges we recommend either 3M Spray #77 or Permatex Aviation Grade Sealant. Both should be put on sparingly and allowed to “tack up”. The spray should be a quick pass over the gasket. The objective is to increase the friction between the surfaces of the gasket and the flanges, not to lubricate.
It is also important to tighten gaskets properly. For instance, in a round gasket with just 4 bolts, you would start at the top, then proceed to the bottom, then the left, and then the right. Bring torque to 50% on the first pass. Repeat with torque to 75%. Repeat for a 3rd pass at 100%. You will experience some relaxation in the material after a 24 hour period and should do a re-torque at 100% and for that, you can start at the 12 o-clock position and just go around the clock. Do not over torque as you can crush and destroy the gasket and yield your fasteners. Over torquing a round gasket can also create “dishbowling” where the OD of the gasket becomes a fulcrum point and as the outer edges of the flanges come together, leak paths are created through the bolt holes.
We hope you find this helpful in eliminating leaks and thank you for using our gaskets and seals.